
The Darkness is very light, strong and rigid. This is achieved through the manufacture process which uses a vacuum infusion technique. A lot of time is needed to set up the raw materials to ensure a successful infusion process and there is a lot of wastage in terms of consumables and resin. But it is the very best way to ensure a top class result.
The boat is constructed from two moulds which form both sides of the boat. They are joined down the centre line. The gunwale is added afterwards.
A general description of the manufacture process is described thus:
1. The mould is polished and a layer of clear gel coat is sprayed into the mould.

2. Three layers of 200 grams carbon fibre twill weave fabric is cut and laid into position.
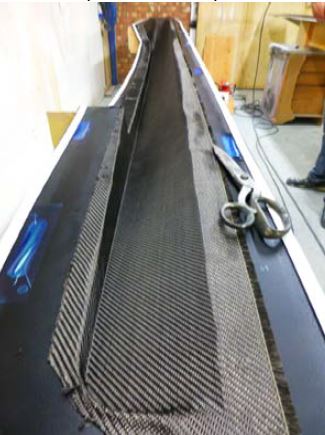
A lot of care must be taken to ensure that the fabric is flat and aligned properly.

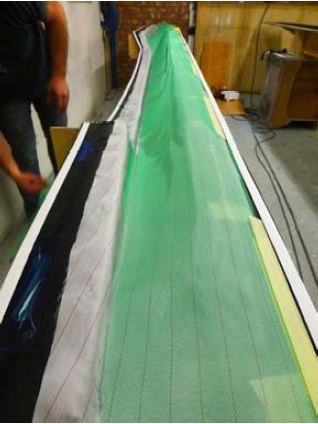
3. A layer of peel ply covers the carbon fibre fabric and a layer of (green) infusion material of cut and positioned on top of that.

This helps the resin move through the fabric as the vacuum sucks it through.
4. The vacuum bag is laid on top of the infusion material and sealed on the wide flanges of the mould. The vacuum pump is connected and the fabric is vacuumed down.

5. The resin tanks are connected and the two halves ready to be infused.

6. The valves are opened to the resin tanks and the resin is drawn through the infusion material into the carbon fibre fabric. When the resin has completely “wetted” the fabric and it is coming out of the other end of the mould, the valves are closed.

The pumps are disconnected and the resin is allowed to go off.
The vacuum bagging, infusion material and peel ply are removed and the surplus carbon fibre is trimmed whilst the resin is still “green”.
7. The joining flanges (which have been made earlier) are glued into position in the port aft end.

The joining flanges help define a very strong join and increase the longitudinal stiffness.
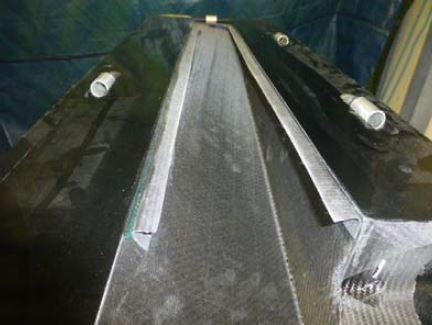
8. The joining flanges are glued into position in the port bow end.


The same is done for the starboard sides.
The two sides (which are still in the mould) are brought together in the mould and joined down the centre line in the bottom of the boat with three layer of 20 gram carbon fibre fabric and resin.
The seat supports and footrest supports (which have been made earlier) are glued into position.

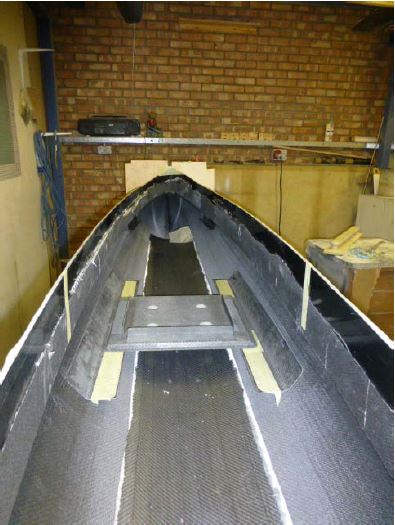
The flanges on each side of the boat and each end are joined up and glued.

This forms a very strong join and adds additional strength and longitudinal rigidity.

The whole boat is then released from the mould and cured in an oven.
The external joins are filled as required.
The vacuum infusion process ensures that the whole area of fabric is "wetted out" with the minimum amount of resin. A video of the process can be seen at; Vacuum infusion process
Once the boat has cured, the gunwale is attached, as are the thwarts.

The boat is fitted out with a footrest, bouyancy bags front and rear, a foam seat and name stickers and branding.

To find out more
Please call: +44 (0)7470 204042